
はじめに
「神輿に乗る人、担ぐ人、そのまた草鞋を作る人」という言葉がありますが、科学衛星に乗って(?)天文観測をする理学の先生方、その衛星を運用するシステム系の先生方、その打上げロケットを作る輸送系の先生方、と来ると、我々材料屋は、その草鞋の藁を叩いているということになるでしょうか。本来の仕事は、叩き方を研究して如何に強くしなやかな藁を提供するか、ということのはずですが、ひとたび藁が切れて神輿が転げたりすると、その対応に駆り出されることになります。
まだJAXA発足前の1990年代後半は、純国産ロケットH-IIや世界最大の固体ロケットM-Vが順調に運用を始め、日本もようやく宇宙先進国に仲間入りできたと皆が誇りに思っていた時期でした。ところがその直後、H-II-5号機(1998/2)、H-II-8号機(1999/11)、M-V-4号機(2000/2)、H-IIA-6号機(2003/11)と、ほぼ連続して打上げ失敗が続いてしまいました。しかもその原因はそれぞれ、第2段LE-5エンジンノズルスカートのろう付け不良、第1段LE-7エンジン液体水素ポンプインペラーのチタンの極低温疲労、第1段M-14モータノズルスロートの黒鉛の脆性破壊、固体ブースターSRB-Aノズルスカートの断熱材の不良という、何らかのものが壊れたというもので、それぞれ対策に多大な労力と時間がかかるものでした。
本来ならば、事故になる前に十分に予算をもらって信頼性保証をしっかりやっておかなければならなかったところですが、世の常として事故の後アタフタしてしまいます。当時の所長に、「おまえは事故が起きて商売繁盛で嬉しそうだな」と散々嫌みを言われ、それ以来、「我々材料屋は事故が起きると儲かる死の商人であります」と自称しています。
M-V-4号機の打上げ失敗
M-Vロケットは、全段固体ロケットモータの3 段式ロケットで、高度250 kmの地球低軌道に約1. 8トンの衛星を投入することができます。1997年に1号機が電波天文衛星「はるか」を、1998年には3号機が火星探査機「のぞみ」を成功裏に打ち上げています。3回目の打上げになるM-V- 4号機は、X線天文衛星ASTRO-Eを搭載して2000年2月10日打ち上げられましたが、第1段モータの黒鉛製ノズルスロートインサートが破損脱落し、発射後55秒から姿勢が大きく乱れ、残念ながら衛星を軌道に投入することはできませんでした。
図1にM-Vロケットと第1段モータノズル部分を示します。固体ロケットモータでは、モータ本体がそのまま燃焼室になっており、燃料・酸化剤はあらかじめ練り合わされ燃焼室に充填されています。高温高圧の燃焼ガスは、ノズルを通って超音速で吹き出し、推力を生み出します。ノズルの一番くびれた部分がスロートと呼ばれています。

図1:M-Vロケット、第1段モータノズルおよびノズルスロート部の概要[1]
このノズルスロートは、過酷な環境で使用される固体ロケットモータの中核部品であり、燃焼ガスに対する高い耐熱性、耐熱衝撃性および耐浸食性が要求されます。黒鉛(グラファイ卜)はノズルスロートインサートとして広く用いられてきており、製造現場において十分な信頼性が確保されていると判断されていました。
しかしながら、M-V-4号機は、第1段モータのスロートインサートの破損脱落により、衛星を軌道に投入することができませんでした。不具合調査において、スロートインサートへの負荷(熱入力)の再評価と破壊統計論による強度解析を行った結果、健全なスロートインサートが破壊する可能性はきわめて小さく、黒鉛固有の内部欠陥あるいは組み立て加工時に生じた表面欠陥が破損の原因であると考えられました。
黒鉛の破壊の多軸破壊統計論と非破壊検査
黒鉛やセラミックスのような脆性材料は、材料内にあらかじめ存在している微小欠陥からき裂が伝播して破壊が起こります。したがってある部材の強度はその部材に含まれる欠陥寸法によって定まり、欠陥分布を反映した確率で与えられることになります。その結果、たとえば部材が大きければ大きいほど、より大きな欠陥が存在する確率が高くなるので、材料強度はそれに応じて低下するといった、一見奇妙な挙動が現れます。また、スロートインサートの負荷は熱応力が主であり、圧縮成分を含む多軸応力状態となっています。引張に加えて別方向に圧縮された状態では、引張方向に斜めに傾いた微小欠陥も破壊の起点となり得るので、材料強度はさらに低下することになります。このような脆性材料独特の破壊挙動を表す理論が多軸破壊統計論と呼ばれるものです。
この破壊統計論はあくまで確率論ですので、脆性材料が使用中に破壊しないことを決定論的に保証するには、その材料中に許容されるある大きさ以上の微小欠陥が存在しないことを非破壊検査によって保証することが必要になります。燃焼中の熱入力、熱構造解析により、検出すべき欠陥はあらゆる方位を向いたφ3mmの割れであるとされました。黒鉛に対し、これまである程度の定量的な非破壊検査が行われたのは、日本原子力研究所高温工学試験研究炉(HTTR)の炉心支持黒鉛構造物についてのみであり、軸および周方向のφ5mmの割れを対象としたものでした。黒鉛に対し全方位のφ3mm割れを対象とした探傷は、放射線探傷や超音波探傷を検討したところ、当時の技術レベルでは非常に難しいことが分かりました。
黒鉛の全部位全方位探傷方法の開発
そこで我々は、黒鉛をロケットで継続使用していくために、あらゆる方位の割れを検出できる非破壊検査方法を開発しました。探傷システム自体は、通常の一探触子・パルス反射・水浸法の超音波探傷システム* です。あらゆる方位の割れを検出するため、1つの入射面に対して平面の走査に加え独立した2つの入射角を変え、2軸の入射角走査と2軸の面走査、計4軸の走査を行います。具体的には、図2に示すように、試験体は円柱形状とし、端面入射と側面入射に分けて、端面入射の場合は上下角i 1と水平角i 2を組み合せ、側面入射の場合は上下角i 1とオフセットoffを組み合せ、試験体を回転させながら探傷していきます。これにより試験体内の全部位全方位の探傷が可能となります。この手法はS-310観測ロケット30号機の実機の品質保証に適用され、2002年2月のフライト成功にまで辿り着きました。しかしながら、2つの入射角それぞれに対して通常の入射面の走査が必要であること、その条件設定が複雑であることから、長時間の検査作業、解析作業が必要であることが大きな問題として残りました。
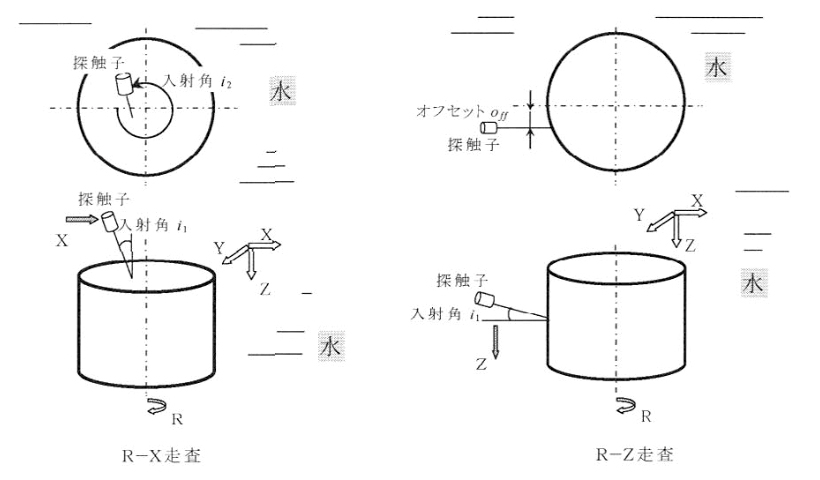
図2:円柱黒鉛素材の超音波探傷全方位走査方法[2]
そこで我々は並行して、フェーズドアレイ法による新探傷検査システムの開発を進めてきました。フェーズドアレイ法(電子スキャン法)とは、複数個の小さな超音波振動子からなるアレイプローブを用い、それぞれの素子の送受信タイミングをコントロールし、超音波ビームの角度や焦点を電子的に可変して探傷する技術です。システムの一番の課題である、あらゆる方位の割れを見落としなく検出する手法として、図3に示す全方位探傷自動探傷手法を開発しました。
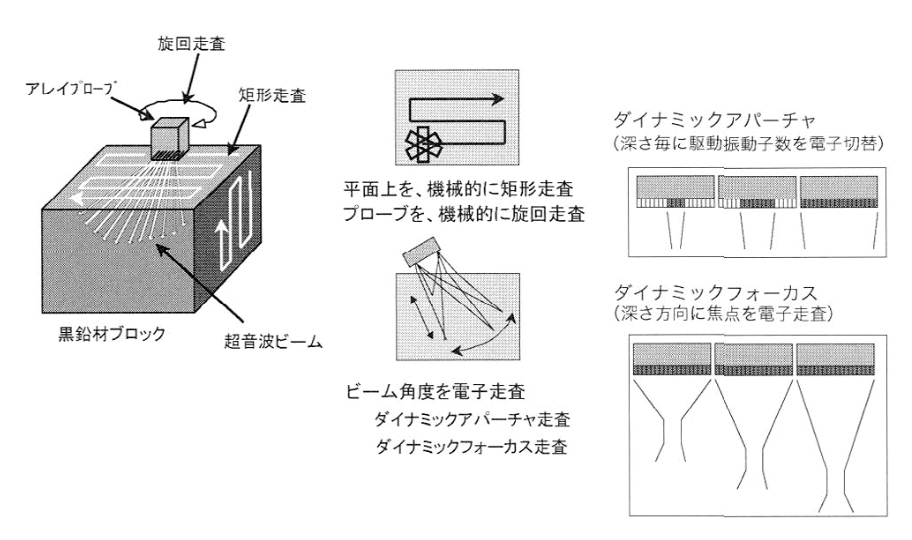
図3:直方体黒鉛素材のフェーズドアレイ法による超音波探傷全方位走査方法 [2]
* 探触子(超音波振動子)からパルス状の超音波ビームを水中に置かれた試験体に向けて送信し、試験体内の割れで反射されてきたパルスを同じ探触子で受信し、割れのあることを検出する。
公的規格化・ISO 10830
宇宙分野では、有用な技術が開発されても関係機関内に機微情報として留められ、外部に公表されるケースが極めて少ないのが通常です。これに対し、本研究成果は積極的に公的な規格化(標準化)の働きを続けてきました。技術標準は、図4に示すように、社内標準、団体標準、国家標準、地域標準、国際標準という厳しい階層構造となっています。開発した探傷手法も、まず社内標準に相当する宇宙科学研究所報告を2003年9月に纏めた後、団体標準に相当する日本非破壊検査協会規格(NDIS 2425)を2004年7月に、国家標準として日本工業規格(JIS Z 2356)を2006年6月に制定・発行しました。最後に、国際標準であるInternational Standard(ISO 10830 ,Automatic ultrasonic inspection method of graphite ingot forsolid rocket motors)を、時間はかかりましたが2011年7月に制定・発行しました。
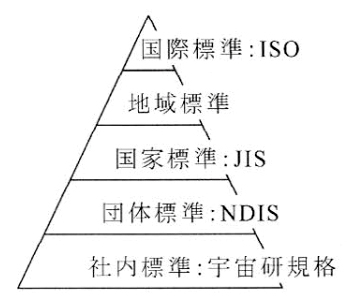
図4:技術標準の階層[2]
NDISは、日本非破壊検査協会(JSNDI)の標準化委員会で審議し、制定されます。JISは、日本工業標準調査会(JISC)で制定されます。今回はJSNDIで原案を作成してJISCに提出し、JISC内の調査審議を経て制定されました。ISO は、国際標準化機構International Organization for Standardization(略号は頭文字と異なっています)のTC20:航空機・宇宙機専門委員会、SC14:宇宙システム・運用分科会で制定されます。SC14はいくつかの参加国(米・露・中・仏・英・独・伊・加・ブラジル・ウクライナ・日)から構成されておりますが、日本の代表機関は日本航空宇宙工業会(SJAC)になります。SJACからTC20/SC14 に、筆者をプロジェクトリーダーとした新規プロジェクトとして提案した後、TC20/SC14 のメンバー国間での投票を経て新作業項目提案、作業原案作成、委員会原案作成、国際規格原案照会、最終国際規格案という手順を経て、これらがすべてメンバー国間の投票で承認された後に、国際規格として制定されました。TC20/SC14 会合は各国持ち回りで開催されていまして、この審議期間中は年2回の会合に参加し、ブラジルのサン・ジョゼ・ドス・カンポスなどめずらしいところへ行く機会にもなりました。
おわりに
本記事では、M-V-4号機の打上げ失敗への対策として新しい非破壊検査方法を開発し、その後の継続的なロケット打上げに繋げたこと、およびこの非破壊検査方法は積極的に公開してISO規格まで持ち上げたことを紹介しました。ただし、この非破壊検査は非常に時間と手間がかかるものなので、並行してより洗練されたフェーズドアレイ法による探傷検査システムを開発し、運用しています。なお、運用実績が積み重なった現在、可能な部分は非破壊検査からプロセス保証に置き換える検討も慎重に進めております。最終目的は宇宙機の信頼性を保証することであり、それをできるだけコストをかけずに実現することを目指すのが、信頼性工学の発展として当然のことと言えます。また新たな事故にアタフタして、別の箇所の信頼性保証に慌てて取り組むことのないことを祈りながら。
【文献】
[1] 佐藤, 小野田, まてりあ, 40(2001) 723‒730.
[2] 佐藤, まてりあ, 44(2005) 554‒559.
【 ISASニュース 2026年3月号(No.540) 掲載】